 В зависимости от того в какой сфере будет применяться труба нержавейка зеркальная, существуют различия в технологии её изготовления и полировки. Основными методами, применяемыми современной промышленностью являются холодное или горячее деформирование цельнолитых заготовок, либо сварка нарезанной и скрученной в цилиндр ленты из проката нержавейки — штипса.
В зависимости от того в какой сфере будет применяться труба нержавейка зеркальная, существуют различия в технологии её изготовления и полировки. Основными методами, применяемыми современной промышленностью являются холодное или горячее деформирование цельнолитых заготовок, либо сварка нарезанной и скрученной в цилиндр ленты из проката нержавейки — штипса.
Первый метод более дорогостоящий, но изделия, полученные на выходе отличаются большими качеством и прочностью. Их применяют в пищевой и медицинской промышленности, системах отопления и водоснабжения. Сварка отдельных труб производится не менее дорогим способом, при помощи электродуговой сварки в среде инертного газа. Процесс TIG сварки характерен отсутствием доступа кислорода в рабочую зону, что даёт возможность сделать сварной шов максимального качества, без инородных включений. Нерасходуемый вольфрамовый электрод используется только для плавления краёв свариваемых элементов. Скорость процесса здесь значительно ниже, чем при HF сварке. У готовых труб подвергают полировке как наружную поверхность, так и внутреннюю полость.
Второй метод применяется в производстве труб для декоративного оформления лестниц, фасадов зданий, балконов, изготовления элементов стильной мебели. К таким трубам не предъявляются требования выдерживать высокие механические нагрузки и давление. Поэтому в целях экономии, штипсы соединяют сваркой высокочастотным током. В процессе HF сварки плавлению подвергается только наружный слой металла. На выходе получается не очень качественный шов, прочности которого вполне достаточно для декоративных элементов. При этом повышается скорость изготовления и уменьшается себестоимость готовой продукции. Готовые трубы, произведённые этим методом, полируют только с внешней стороны.
Характеристики электросварных нержавеющих труб
| Условный проход | Наружный диаметр | Толщина стенки труб | Масса 1 м труб, кг | ||||
|---|---|---|---|---|---|---|---|
| легких | обыкновенных | усиленных | легких | обыкновенных | усиленных | ||
| 6 | 10,2 | 1,8 | 2,0 | 2,5 | 0,37 | 0,40 | 0,47 |
| 8 | 13,5 | 2,0 | 2,2 | 2,8 | 0,57 | 0,61 | 0,74 |
| 10 | 17,0 | 2,0 | 2,2 | 2,8 | 0,74 | 0,80 | 0,98 |
| 15 | 21,3 | 2,35 | - | - | 1,10 | - | - |
| 15 | 21,3 | 2,5 | 2,8 | 3,2 | 1,16 | 1,28 | 1,43 |
| 20 | 26,8 | 2,35 | - | - | 1,42 | - | - |
| 20 | 26,8 | 2,5 | 2,8 | 3,2 | 1,50 | 1,66 | 1,86 |
| 25 | 33,5 | 2,8 | 3,2 | 4,0 | 2,12 | 2,39 | 2,91 |
| 32 | 42,3 | 2,8 | 3,2 | 4,0 | 2,73 | 3,09 | 3,78 |
| 40 | 48,0 | 3,0 | 3,5 | 4,0 | 3,33 | 3,84 | 4,34 |
| 50 | 60,0 | 3,0 | 3,5 | 4,5 | 4,22 | 4,88 | 6,16 |
| 65 | 75,5 | 3,2 | 4,0 | 4,5 | 5,71 | 7,05 | 7,88 |
| 80 | 88,5 | 3,5 | 4,0 | 4,5 | 7,34 | 8,34 | 9,32 |
| 90 | 101,3 | 3,5 | 4,0 | 4,5 | 8,44 | 9,60 | 10,74 |
| 100 | 114,0 | 4,0 | 4,5 | 5,0 | 10,85 | 12,15 | 13,44 |
| 125 | 140,0 | 4,0 | 4,5 | 5,5 | 13,42 | 15,04 | 18,24 |
| 150 | 165,0 | 4,0 | 4,5 | 5,5 | 15,88 | 17,81 | 21,63 |
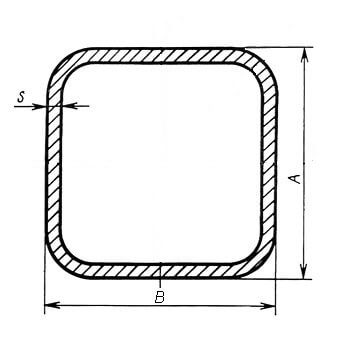
Характеристики квадратных нержавеющих труб
| Размеры | Толщина, мм | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| A, мм | B, мм | 1 | 1,2 | 1,5 | 2 | 2,5 | 3 | 4 | 5 | 6 |
| 12 | 12 | 0,358 | - | - | - | - | - | - | - | - |
| 15 | 15 | 0,453 | 0,538 | 0,661 | - | - | - | - | - | - |
| 16 | 16 | 0,485 | 0,576 | 0,709 | - | - | - | - | - | - |
| 19 | 19 | 0,567 | 0,675 | 0,832 | 1,09 | - | - | - | - | - |
| 20 | 20 | 0,613 | 0,729 | 0,901 | 1,176 | - | - | - | - | - |
| 22 | 22 | 0,677 | 0,806 | 0,996 | 1,303 | - | - | - | - | - |
| 25 | 25 | 0,772 | 0,921 | 1,14 | 1,495 | 1,837 | 2,167 | - | - | - |
| 30 | 30 | 0,932 | 1,112 | 1,379 | 1,814 | 2,236 | 2,645 | - | - | - |
| 32 | 32 | 0,96 | 1,15 | 1,42 | 1,87 | 2,31 | 2,74 | - | - | - |
| 35 | 35 | 1,091 | 1,304 | 1,618 | 2,133 | 2,635 | 3,124 | - | - | - |
| 40 | 40 | 1,251 | 1,495 | 1,858 | 2,452 | 3,033 | 3,602 | 4,703 | - | - |
| 45 | 45 | 1,41 | 1,686 | 2,097 | 2,771 | 3,432 | 4,081 | - | - | - |
| 50 | 50 | - | 1,878 | 2,336 | 3,09 | 3,831 | 4,559 | 5,979 | 7,349 | - |
| 60 | 60 | - | - | 2,814 | 3,728 | 4,628 | 5,516 | 7,255 | 8,943 | - |
| 70 | 70 | - | - | 3,293 | 4,366 | 5,426 | 6,473 | 8,531 | 10,538 | - |
| 80 | 80 | - | - | 3,771 | 5,004 | 6,223 | 7,43 | 9,807 | 12,133 | 14,41 |
| 100 | 100 | - | - | 4,728 | 6,279 | 7,818 | 9,344 | 12,359 | 15,323 | 18,237 |
| 120 | 120 | - | - | - | 7,555 | 9,413 | 11,258 | 14,91 | 18,513 | 22,065 |
| 140 | 140 | - | - | - | 8,831 | 11,008 | 13,172 | 17,462 | 21,703 | 25,893 |
| 150 | 150 | - | - | - | 9,469 | 11,805 | 14,129 | 18,738 | 23,298 | 27,807 |
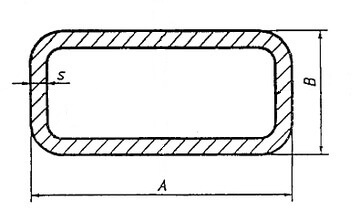
Характеристики прямоугольных нержавеющих труб
| Размеры | Толщина, мм | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| A, мм | B, мм | 1 | 1.2 | 1.5 | 2 | 2,5 | 3 | 4 | 5 | 6 |
| 15 | 10 | 0,37 | 0,44 | 0,54 | - | - | - | - | - | - |
| 20 | 10 | 0,453 | 0,538 | 0,661 | - | - | - | - | - | - |
| 20 | 15 | 0,533 | 0,634 | 0,781 | 1,016 | - | - | - | - | - |
| 25 | 10 | 0,533 | 0,634 | 0,781 | - | - | - | - | - | - |
| 25 | 15 | 0,613 | 0,729 | 0,901 | 1,176 | - | - | - | - | - |
| 25 | 20 | 0,693 | 0,825 | 1,02 | 1,335 | - | - | - | - | - |
| 30 | 10 | 0,613 | 0,729 | 0,901 | 1,176 | - | - | - | - | - |
| 30 | 15 | 0,693 | 0,825 | 1,02 | 1,335 | - | - | - | - | - |
| 30 | 20 | 0,772 | 0,921 | 1,14 | 1,495 | 1,837 | 2,167 | - | - | - |
| 30 | 25 | 0,84 | 1 | 1,24 | 1,63 | - | - | - | - | - |
| 35 | 15 | 0,76 | 0,91 | 1,13 | 1,48 | - | - | - | - | - |
| 35 | 20 | 0,852 | 1,017 | 1,259 | 1,654 | 2,036 | 2,406 | - | - | - |
| 40 | 10 | 0,76 | 0,91 | 1,13 | 1,48 | - | - | - | - | - |
| 40 | 15 | 0,852 | 1,017 | 1,259 | 1,654 | 2,036 | 2,406 | - | - | - |
| 40 | 20 | 0,932 | 1,112 | 1,379 | 1,814 | 2,236 | 2,645 | - | - | - |
| 40 | 27 | 1,044 | 1,246 | 1,547 | 2,037 | 2,515 | 2,98 | - | - | - |
| 40 | 30 | 1,091 | 1,304 | 1,618 | 2,133 | 2,635 | 3,124 | - | - | - |
| 45 | 15 | 0,91 | 1,09 | 1,35 | 1,78 | - | - | - | - | - |
| 45 | 20 | 0,99 | 1,18 | 1,46 | 1,92 | - | - | - | - | - |
| 50 | 10 | 0,91 | 1,09 | 1,35 | 1,78 | - | - | - | - | - |
| 50 | 20 | 1,091 | 1,304 | 1,618 | 2,133 | 2,635 | 3,124 | - | - | - |
| 50 | 25 | 1,171 | 1,399 | 1,738 | 2,292 | 2,834 | 3,363 | - | - | - |
| 50 | 30 | 1,251 | 1,495 | 1,858 | 2,452 | 3,033 | 3,602 | - | - | - |
| 50 | 40 | 1,41 | 1,686 | 2,097 | 2,771 | 3,432 | 4,081 | - | - | - |
| 60 | 20 | 1,251 | 1,495 | 1,858 | 2,452 | 3,033 | 3,602 | - | - | - |
| 60 | 30 | 1,41 | 1,686 | 2,097 | 2,771 | 3,432 | 4,081 | - | - | - |
| 60 | 40 | - | 1,878 | 2,336 | 3,09 | 3,831 | 4,559 | 5,979 | - | - |
| 70 | 20 | - | 1,65 | 2,05 | 2,71 | 3,36 | 4 | - | - | - |
| 70 | 30 | - | - | 2,29 | 3,03 | 3,76 | 4,48 | - | - | - |
| 70 | 40 | - | - | 2,575 | 3,409 | 4,229 | 5,038 | - | - | - |
| 80 | 20 | - | - | 2,29 | 3,03 | 3,76 | 4,48 | - | - | - |
| 80 | 30 | - | - | 2,53 | 3,35 | 4,16 | 4,96 | - | - | - |
| 80 | 40 | - | - | 2,814 | 3,728 | 4,628 | 5,516 | 7,255 | 8,943 | 10,582 |
| 80 | 50 | - | - | 3,01 | 4 | 4,96 | 5,92 | 7,79 | 9,62 | 11,39 |
| 80 | 60 | - | - | 3,293 | 4,366 | 5,426 | 6,473 | 8,531 | 10,538 | 12,496 |
| 100 | 20 | - | - | 2,76 | 3,65 | 4,54 | 5,41 | - | - | - |
| 100 | 30 | - | - | 3,01 | 4 | 4,96 | 5,92 | - | - | - |
| 100 | 40 | - | - | 3,293 | 4,366 | 5,426 | 6,473 | 8,531 | 10,538 | 12,496 |
| 100 | 50 | - | - | 3,532 | 4,685 | 5,824 | 6,952 | 9,169 | 11,336 | 13,453 |
| 100 | 60 | - | - | 3,771 | 5,004 | 6,223 | 7,43 | 9,807 | 12,133 | 14,41 |
| 100 | 80 | - | - | 4,25 | 5,641 | 7,021 | 8,387 | 11,083 | 13,728 | 16,324 |
| 120 | 40 | - | - | 3,771 | 5,004 | 6,223 | 7,43 | 9,807 | 12,133 | 14,41 |
| 120 | 60 | - | - | 4,25 | 5,641 | 7,021 | 8,387 | 11,083 | 13,728 | 16,324 |
| 120 | 80 | - | - | 4,728 | 6,279 | 7,818 | 9,344 | 12,359 | 15,323 | 18,237 |
| 140 | 80 | - | - | - | - | - | 10,301 | 13,635 | 16,918 | 20,151 |
| 150 | 50 | - | - | - | - | - | 9,344 | 12,359 | 15,323 | 18,237 |
| 150 | 100 | - | - | - | - | - | 11,736 | 15,548 | 19,31 | 23,022 |
| 160 | 80 | - | - | - | - | - | 11,258 | 14,91 | 18,513 | 22,065 |
| 200 | 100 | - | - | - | - | - | 14,129 | 18,738 | 23,298 | 27,807 |
Полировка труб
Существует два метода полировки, применяемых на практике:
- Электрохимический. В основе метода лежит процесс электролиза металла в кислотном растворе. Под действием электрического тока, молекулы металла, имеющие наименьшие силы взаимодействия с телом трубы, отделяются от неё и устремляются к аноду. В результате все имеющиеся неровности и шероховатости постепенно сглаживаются, а труба приобретает заметную невооружённым глазом гладкость. Метод применим для наружных поверхностей и внутренних полостей деталей;
- Механический. Основан на силе трения, действующей при контакте абразивного круга с поверхностью трубы. Выступающие частицы при этом отделяются от поверхности, а труба обретает зеркальный блеск.
Наилучший эффект достигается в постепенном уменьшении зернистости абразива и заключительной обработкой войлоком с нанесением специальных паст. Метод не применим для внутренних поверхностей труб и прочих изделий из нержавейки.
Применение в быту
По причине своей практичности, нержавеющие трубы оказались востребованы в частных домах и квартирах. Одним из интересных решений стало использование их в роли дымоходов для печей. Печные трубы из нержавейки обладают рядом преимуществ, благодаря которым они получили широкое распространение:
- Инертность материала к воздействию химических соединений, содержащихся в угарном газе;
- Устойчивость к высоким температурам;
- Гладкая внутренняя поверхность препятствует образованию конденсата, накоплению сажи от продуктов сгорания;
- Простота монтажа и эксплуатации;
- Хорошая тяга благодаря постоянному круглому сечению;
- Лёгкий вес;
- Доступная стоимость.
Труба для бани из нержавейки будет идеальным вариантом дымоотвода из парного помещения. Сейчас имеются в продаже уже готовые сборные конструкции дымоходов, сборка которых не требует специальных навыков и знаний. В состав такого комплекта обычно входят следующие элементы:
- две-три трубы одинакового диаметра;
- два прямоугольных колена;
- тройник;
- дефлектор;
- переходники;
- шиберная заслонка:
- противоливневый наконечник.
Всё это легко крепится между собой с помощью хомутов и опорных кронштейнов, входящих в комплект конструкции. Для печи средних размеров оптимальным вариантом дымохода будет труба нержавейка 150 мм диаметра.
Применение конструктивных элементов из нержавейки в системе отопления частного жилища оказалось вполне оправданным решением. Трубы из нержавейки для отопления могут прослужить без ремонта не одну сотню лет. Высокая коррозионная стойкость материала сводит истончение стенок к минимуму, а гладкая поверхность внутренней полости не даст механическим примесям, растворённым в воде, оседать на стенках. Единственное, что может вызвать незначительную коррозию стали — это высокое содержание хлора в теплоносителе.
Гибка трубы из нержавейки
В процессе монтажа различных систем из профиля нержавеющей трубы, как декоративных, так и имеющих технологическое применение, по разным причинам возникает необходимость изгибать профиль под различными углами. Для решения этой задачи можно воспользоваться одним из нижеперечисленных способов:
1. Ручная гибка:
- с помощью радиусного основания и упора;
- с применением станка Вольнова.
Видимая простота методов имеет свои обратные стороны в утончении стенки на внешнем радиусе изгиба, сплющивании стали с образованием складок на внутреннем диаметре, деформации сечения трубы из круглого в овальное.
2. С помощью трубогиба:
- ручного типа — может изогнуть трубу диаметром до 18 мм на 180 градусов;
- арбалетного типа — гнёт трубу до 351 мм в диаметре под углом до 90°;
Такие трубогибы используют в работе гидравлический поршень с механическим или электрическим приводом. - электрического типа — наиболее практичный способ гибки нержавеющих труб. В комплект трубогиба входит набор сегментов и упоров различного диаметра. Максимальный угол изгиба 180 градусов. Главный недостаток такого инструмента — это высокая цена.



